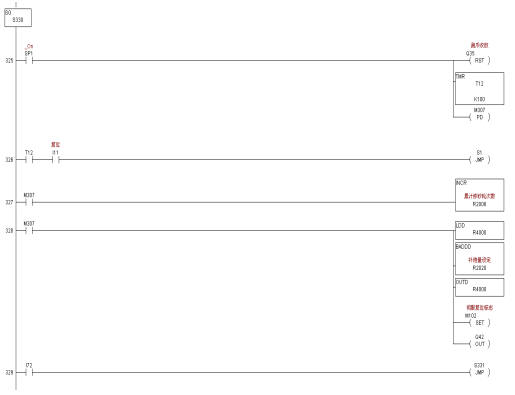
I. Introduction: With the rapid development of China's machinery and equipment, automotive industry and Other industries, we have a huge demand for bearing processing equipment, especially high-precision, high-efficiency, high-reliability bearing grinding machines. Bearings, as a basic part of the machinery industry, the importance of their processing equipment is very prominent. At present, the bearing processing equipment in our country has relatively poor processing precision, low repeatability and low production efficiency. There is a considerable gap between the production of bearings and foreign brands. Taking small ball bearing processing equipment as an example, many individual companies are still using manual work, which shows that we still have a lot of work to do in the automation control of equipment. Of course, the machining precision of bearing equipment is very high. On this basis, it is very important to design an excellent automatic control system and its control software. In the process of developing a new bearing automatic production line of a certain group company, the author introduced the servo control module of Guangyang Electronics, successfully designed a new bearing grinding machine control system and completed the design of the system software. It is worth mentioning that Koyo Seiko is one of Japan's leading manufacturers of bearing production, and its automatic control of bearing grinding does have its own unique features. Second, the working principle and control requirements: Taking the rf-3mz203 small bearing internal grinding as an example, the key to the mechanical structure is the grinding feed mechanism, which generally uses a linear guide and a ball screw assembly. During machining, the workpiece (bearing ring) rotates at a high speed, and the grinding feed mechanism controls the precise movement of the grinding wheel for grinding. Therefore, the precision of the grinding feed control is very important. Here, Yaskawa's fully digital AC servo system is used for control. The grinding feed mechanism is as follows The overall requirement for automated control of the grinding machine is Third, the control system hardware design: According to the above control requirements, plc selects the op series of Guangyang Electronics, the inverter and AC servo select the products of Yaskawa, and the touch screen selects gc-55em2 of Guangyang Electronics to form the automatic grinding control system. The choice of Guangyang plc is mainly because the u-01sp single-axis servo control module can cooperate with the AC servo drive system to achieve excellent high and low speed performance, and the encoder signal of the servo motor is directly fed back to the module. The interrupt control signal is also directly fed back to the module, thus forming a true closed loop control. This module has been used for a long time in Koyo Seiko. Yaskawa's AC servo has good rigidity, advanced technology and stable quality. It is very suitable for bearing processing equipment. Its inverter has modbus bus. Because the communication port of Guangyang Electronics' su series cpu module has built-in modbus protocol, it can be controlled by communication. Multiple frequency conversions simplify the plc hardware configuration compared to the analog output control used in previous similar systems, resulting in significant cost savings. It is worth mentioning that the su-5m communication function is powerful, the cpu itself has three communication ports, which are used for touch screen communication, inverter communication, bus control, and do not need a separate communication module, which is very important for improving the cost performance of the configuration. The role. The u-01sp and AC servo wiring diagrams are as follows: Fourth, control software design: The process of bearing grinding is very complicated and there are many ways to grind. The grinding machine mainly completes the grinding process by controlling the forward and backward movement of the grinding frame and the grinding wheel feeding mechanism. The point of control is the action of the grinding feed mechanism, which is the control of the servo system. The u-01sp in this system can be controlled with a g code like cnc to implement a complex program structure. With this system, we realized manual setting of electrical origin, switching between manual adjustment mode and automatic operation mode, free switching of single operation (semi-automatic) and continuous automatic operation, various correction modes of grinding wheel, and sequential reset (press The machine tool action flow, when it needs to return, reverses back to the initial state in the reverse direction of the original action. Because the movement of each part of the machine tool needs to be staggered, the reset will cause collision. The information exchange between u-01sp and plc is performed by the input and output points occupied by the module. The corresponding relationship is shown in the table below. The program control is divided into two parts. The main program in the cpu is the traditional plc ladder program. The program is programmed in Guangyang's level language. It is written according to the process flow chart. The structure is clear and easy to debug. Download the servo control program in u-01sp. The entire grinding process and the grinding wheel correction program are included in the g code servo program. When the main program of plc needs to call the servo program, it only needs to control the corresponding output relay of u-01sp. If automatic operation is started, just output qn+02 as on; if manual reverse is started, set qn+03 to on, and servo running in+02 is on to display the servo system running (busy). Due to space limitations, the detailed process flow chart cannot be expanded here. Here is an example of the plc program for the grinding wheel correction part: g code programming introduction: Because the u code of the u-01sp servo positioning module cnc has many advantages such as convenient programming, powerful function, intuitive debugging, easy to learn, etc., it is briefly explained here. Â Positioning with interrupts is very useful in actual use. For example, during the measurement work, if the measurement detects that the grinding size has reached the set value, an interrupt signal is immediately issued, and the U-01SP receives the signal and immediately issues a stop command to the servo system. Â Of course, there are still a lot of commonly used G code commands, and it is not limited to the length of the text. Â The servo feed process for bearing grinding is mainly: Conclusion: Speaking of CNC CNC system, I believe many people are very familiar with G code programming, but the products that integrate G code programming in PLC system are not popular in China. Our system has been in production for the first time in China since 2000, and it has been close to 5 years. The users have reported stable quality and convenient use. It is worth mentioning that our system has come out of the limit of the minimum speed of the servo motor below 0.1 rpm! Such a low speed is of great importance in the light grinding process because a very low grinding speed is required for the light grinding to approach the non-feed grinding state, and extremely high grinding precision can be achieved. In fact, the user used our PLC system to compare with Mitsubishi's dedicated CNC system. The measurement results of the workpiece after grinding show that the grinding precision and the repeatability of the machining using the PLC system fully meet the level of the dedicated CNC system. From this point of view, this PLC system has good performance and features: it combines PLC control and high-performance servo positioning control, providing PLC's ease of use and CNC high performance, with good Promote value and application prospects. Real Wood Texture/Laminate Flooring Engineered Wood Flooring,Wood Flooring,Wood Floor Hongda Anxin Decorative Material Co., Ltd. , http://www.hb-flooring.com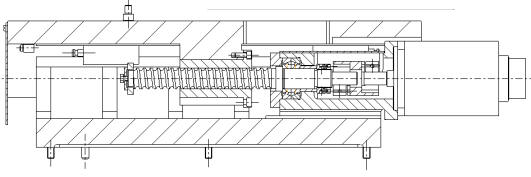
(1) The switch input is 64 points and the switch output is 24 points.
(2) Use the servo positioning module to control Yaskawa's AC servo system. Since the internal grinding machine has the measurement and measurement online during the grinding process, it is necessary to form a full closed loop servo control. The processing efficiency is high, and the servo system is required to have good high-speed response capability; the processing precision is high, the servo system is required to have good rigidity, and excellent low-speed performance. In general, the servo system is required to achieve good performance at both high and low limits. Processing accuracy reaches 1μm
(3) plc controls multiple inverters.
(4) Adopting touch human-machine interface, the operation is intuitive and convenient, and the interface is friendly.
(5) With plc bus connection capability, it can control the entire production line.
The system diagram is as follows: 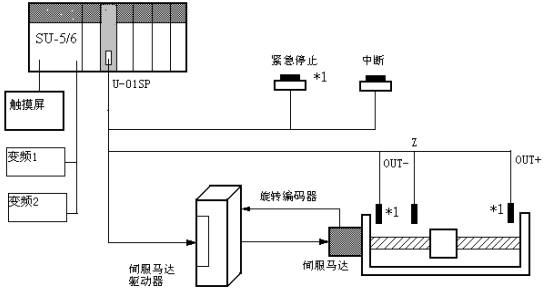


(1) The basic format of the positioning control command:
N100 g00 x500 f3000
Where n100 is the program number, g00 is the command code, x500 is the positioning position, and f3000 is the positioning speed.
(2) commonly used g code command 
The programming examples are as follows:
G05 is continuous positioning, continuous positioning according to the set position and speed N10 G0 5 X500 F500
N11 G0 5 X1000 F300
N12 G0 0 X1500 F200
G25 is a continuous positioning with interrupt. If there is an interrupt signal before reaching the target value, the following positioning will be performed immediately. N10 G25 X500 F500
N11 G25 X1000 F300
N12 G26 X1500 F200
The actual running servo program uses a settable register, and also carries out data transfer between the PLC, the touch screen and the servo module. At the same time, the program jumps according to different process requirements; even the coordinate system can be performed in the same program. Switch (absolute/relative coordinate system). In general, U code SP programming with G-01 can save a few kilobytes of PLC program, and the convenience brought by programming, debugging and maintenance is self-evident.
Fast-forward black skin coarse grinding fine grinding size to (measured by scratch)
Here is a corresponding G code program for reference
G60 #M102=K1 N150
N10 G00 X(D0) F9800
N20 G91
N30 G05 X(D1) F9800
N40 G25 X(D2) F(D3)
N50 G25 X(D4) F(D5)
N60 G26 X(D6) F(D7)
D24=D9
D20=K0-D8
N70 G00 X(D20) F(D24)
M10
G61 Q13=K1
N80 G26 X(D10) F(D11)
D22=K0-D12
N90 G00 X(D22) F(D24)
G60 #M101=K0 N110
N100 G26 X(D14) F(D15)
G75 N120
N110 G04 K (D13)
N120 G90
N150 G00 X(D0) F9800
#M102=K0
N200 END
Abstract: This paper introduces the application of plc, especially its servo positioning module in bearing grinding. In addition, the g code programming of the servo positioning module is also introduced, which has the characteristics of powerful function and convenient debugging.